What Per-Inch Pricing Doesn't Tell You About Your Channel Letter Costs
Per-inch pricing has been the standard for quoting channel letters since shops were hand-bending coil in the 1980s. It's fast, it's universal, and it works. But it was designed as a quoting shortcut — not a way to understand what your signs actually cost to make.
Every channel letter shop has a per-inch rate. Maybe it's $16 for standard face-lit, $20 for face and halo, $18 for halo-only. You quote a set, multiply height × rate × quantity, send it, and move on. You've been doing it this way for years. So has everyone else.
Per-inch pricing works as a communication tool between you and your customers. It's quick, it's consistent, and both sides understand it. But here's what it doesn't do: it doesn't tell you what any individual letter actually costs to make. And without that number, you don't know your floor.
That's not a problem when business is steady and margins feel comfortable. It becomes a problem the moment a competitor bids $12/inch on a job you quoted at $16. Can you match it? Should you? Without knowing your material floor, you're answering that question with your gut instead of a number.
I've been fabricating channel letters for 20+ years. For most of that time, I quoted the same way everyone else does. The per-inch method isn't broken — it's just incomplete. Once I started calculating what my signs actually cost in raw materials, I saw things I'd never seen before. Not losses. Differences. Fat margins on some jobs, thinner margins on others — and no way to tell which was which without running the numbers.
How Per-Inch Pricing Became the Standard
Per-inch pricing dates back to the 1980s, when channel letters were hand-bent from aluminum coil. A fabricator could measure the letter height, multiply by a rate, and have a quote ready in under a minute. That speed mattered — shops were quoting dozens of jobs a week, and nobody had time to measure every perimeter and calculate every square foot by hand.
The method survived every major shift in the industry. CNC bending machines like the Accubend arrived in the mid-1990s. LEDs replaced neon in the 2000s. Chinese wholesale manufacturing changed the competitive landscape. Through all of it, per-inch pricing stayed because it's fast, it's simple, and everyone in the industry speaks the language.
The tools reinforced it too. Estimating software like EstiMate asks you to enter a cost per vertical inch — which means the whole system is built around the assumption that letter height is the primary cost driver. It's not wrong. It's just not the whole picture.
What Per-Inch Pricing Actually Measures (And What It Misses)
Per-inch pricing uses one dimension — the tallest point of each letter — to represent the cost of six different materials, each with its own unit of measure:
- ACM letter backing — driven by area (square feet)
- Acrylic face — driven by area (square feet)
- Trim cap — driven by perimeter (linear feet)
- Aluminum channel coil — driven by perimeter × return depth (linear feet)
- Raceway aluminum — driven by overall sign width (linear feet)
- LED modules + power supplies — driven by interior area and path length
Optional materials like vinyl overlays, digital print, and background panels add more variables. Every one of these costs is driven by the letter's actual geometry — its perimeter, its area, its stroke width — not its height alone.
For block fonts with uniform stroke widths, height is a decent proxy. The letters are relatively similar in complexity, and per-inch pricing lands close enough to reality. But the further you get from simple block letters, the more the proxy breaks down.
The I vs. M Problem
This is where it gets concrete.
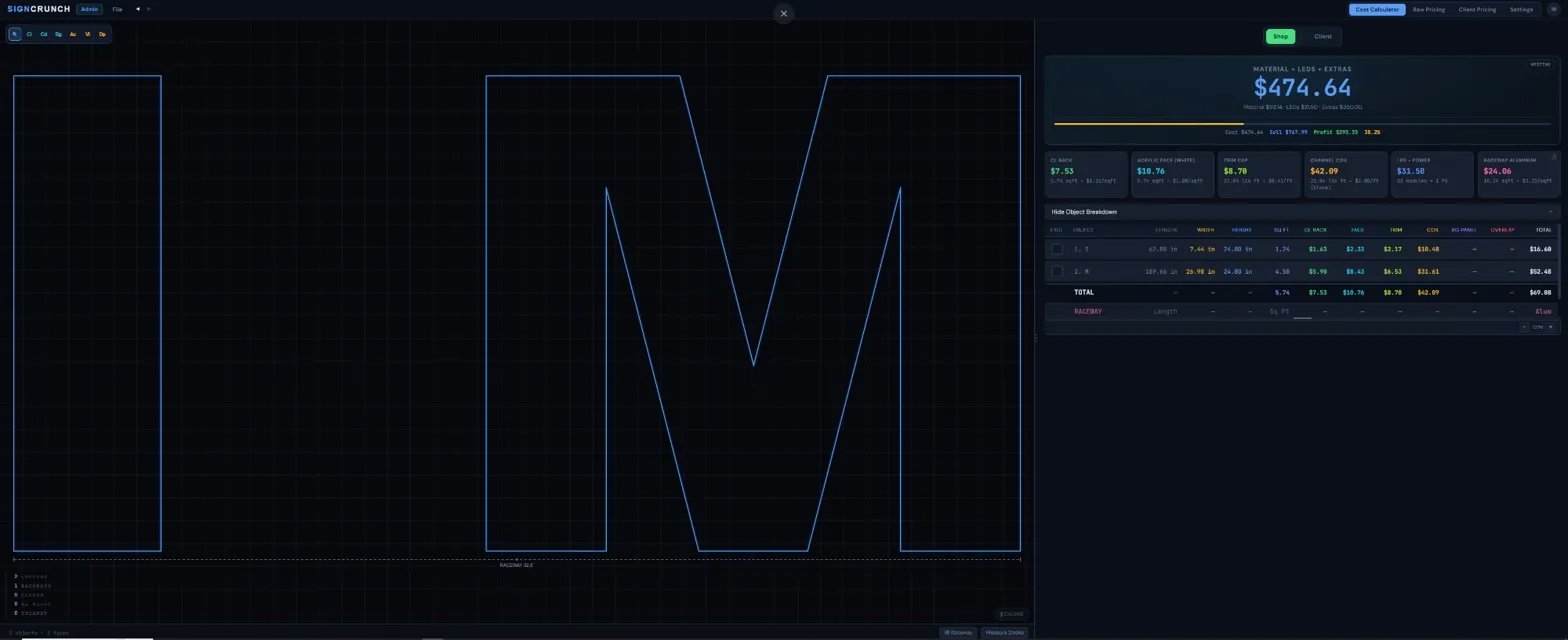
Take two 24-inch letters in the same block font: an "I" and an "M." Same height. Same per-inch price. Here's what they actually cost in raw materials:
| Material | 24" Block I | 24" Block M | Difference |
|---|---|---|---|
| Perimeter | 62.88 in | 189.66 in | 3.0× |
| Width | 7.44 in | 26.98 in | 3.6× |
| Face area | 1.24 sqft | 4.50 sqft | 3.6× |
| CL Backing | $1.63 | $5.90 | 3.6× |
| Acrylic face | $2.33 | $8.43 | 3.6× |
| Trim cap | $2.17 | $6.53 | 3.0× |
| Channel coil | $10.48 | $31.61 | 3.0× |
| Total material | $16.60 | $52.48 | 3.16× |
The "M" costs 3.16× more in raw materials than the "I." And this is a block font — neither letter has an island. The difference comes entirely from shape: the "M" has three times the perimeter and 3.6× the face area.
At $16/inch, both letters quote at $384. Your margin on the "I" is enormous. Your margin on the "M" is still healthy — but it's a completely different number. Per-inch pricing makes them look identical. They're not.
Now scale that across a full letter set. Letters with islands — A, B, D, O, P, Q, R — add even more because each island needs its own trim cap, coil, and LED modules. A 12-letter set might have 5 or 6 island letters. The material cost variance between the simplest and most complex letter in that set could be 4× or more.
Where the Blind Spots Are
The gap between per-inch pricing and actual material cost isn't random. It concentrates in specific places:
Script and decorative fonts. A script font can have 2-3× the perimeter of a block font at the same letter height. That means 2-3× the trim cap, 2-3× the coil, significantly more face area, and more LED modules to fill wider strokes and curves. A 10-letter script set at 24 inches might cost $1,400 in raw materials. The same word in a block font might cost $850. At $16/inch, you're charging roughly the same for both. Both are profitable — but the margin difference is significant, and invisible if you never run the actual numbers.
Logos and custom shapes. Custom logo elements have irregular shapes, unusual aspect ratios, and curves that consume coil and trim cap. A logo that fits inside a 24-inch bounding box might have the material complexity of a 36-inch letter — but it's priced at 24 inches.
Wide letters and open counters. Letters like W, M, and O in wide fonts use significantly more material than narrow letters like I, L, or T. Per-inch pricing doesn't distinguish between them. A 24-inch "M" has 189.66 inches of perimeter. A 24-inch "I" has 62.88. Same price, 3× the material on the components driven by perimeter.
Small secondary text. Multi-line signs with smaller secondary letters are often quoted at a lower per-inch rate because the letters are shorter. But smaller letters aren't proportionally cheaper to make — trim and coil waste is higher on small letters, fabrication time per letter doesn't scale linearly, and you still need LEDs in every one.
What Knowing Your Floor Changes
None of this means per-inch pricing is wrong or that any shop is losing money. If you're quoting at $16/inch and staying busy, you're profitable. The question isn't whether you're making money — it's whether you know exactly where your margins are fat and where they're thinner.
That question became very real for me. Competitors in my market started bidding at wholesale pricing — $12/inch and under. That's not a hypothetical. That's what I deal with every day. And when someone is consistently coming in at $12, you have to answer a simple question: can I match that and still make it work?
At $16/inch, I never had to think about it. The margin felt comfortable and I stayed busy. But when $12 started winning jobs I wanted, I had a choice — either drop my price and hope for the best, or figure out what my signs actually cost to make so I'd know exactly where I stood.
That's the reason I built SignCrunch. I needed to see my material floor — not on some jobs, on every job. Because the answer isn't the same for every set. A simple block font set might have a material floor of $3-4/inch. At $12, that's still $8-9/inch for labor, overhead, and profit. I can compete there all day. A complex script set might have a floor of $7-8/inch. At $12, that's $4-5/inch — tighter, and I need to decide if the job is worth it at that margin.
Without the floor, both jobs look the same at $12/inch. With the floor, one is clearly worth fighting for and the other might not be. That's the difference between guessing and deciding.
It works the other direction too. When I know a block set only costs $3/inch in materials, I know my $16 quote has enormous room. If I want that job, I can sharpen to $13 or $14 and still be very comfortable. The shop that doesn't know their floor can't make that move with confidence — they just know $16 is what they've always charged.
The shops that know their floor don't need to be the cheapest on every bid. They can be aggressive on the jobs where material cost is low and margin is fat. They can price complex jobs appropriately. And when a $12/inch competitor shows up, they can respond strategically instead of emotionally.
That's the game. It's not about who has the lowest price. It's about who knows their floor and can move with precision.
A Real Comparison
Same shop, same month, two different jobs:
Job 1: "DENTAL CARE" — Block font, 24", 10 letters
| Per-inch quote | 10 × 24 × $16 = $3,840 |
| Raw material cost | ~$872 |
| Material margin | $2,968 (77%) |
Healthy job. Simple letters, low material cost, fat margin. This is what per-inch pricing was designed for.
Job 2: "Bella Rosa" — Script font, 24", 9 letters
| Per-inch quote | 9 × 24 × $16 = $3,456 |
| Raw material cost | ~$1,380 |
| Material margin | $2,076 (60%) |
Still profitable. But $508 more in raw materials than the block set, with fewer letters and a lower total quote. The margin is 17 points thinner — and that's before accounting for the extra fabrication time script letters always take.
Both jobs made money. But if you knew the script set's material floor was $1,380, you might quote it at $18 or $20/inch instead of $16: 9 × 24 × $20 = $4,320. That's an extra $864 in revenue on a single job. Still competitive, still fair — and now the margin matches the complexity of the work.
Tiered Pricing By Complexity
The best shops don't use one per-inch rate for everything. They adjust based on what the geometry actually demands:
| Font Type | Typical Rate | Why |
|---|---|---|
| Block / Sans-serif | $15–17/inch | Low perimeter, simple bends, fast fabrication |
| Serif / Medium | $17–19/inch | Moderate perimeter, serifs add material and labor |
| Script / Decorative | $19–22/inch | High perimeter, complex curves, more LEDs, longer fab time |
| Logos / Custom | Quote individually | Too variable for per-inch — must calculate |
This isn't complicated. It's just honest about the fact that different shapes cost different amounts to make. And you can only set these tiers accurately when you know what each font type actually costs in raw materials.
What You Can Do Right Now
- Know your vendor costs cold. Pull up your last invoices from Reece Supply, N. Glantz, Grimco — whoever you're buying from. What do you actually pay per 4×8 sheet of acrylic? Per roll of coil? Per LED module? If you're guessing, everything downstream is a guess too.
- Separate material cost from your per-inch rate. Your per-inch price is for quoting customers. Your material cost is for knowing your floor. They're two different numbers serving two different purposes. Treat them that way.
- Pay attention to font complexity. Script and decorative fonts are where the gap between per-inch pricing and actual material cost is widest. If you can't measure the geometry, at minimum add a 15-25% material buffer on script and decorative sets.
- Track what you actually use. After a job ships, compare what you used versus what your per-inch estimate implied. Over 10-20 jobs, the patterns will show you exactly where your margins are fat and where they're thinner than you thought.
How SignCrunch Gives You the Floor
We built SignCrunch because this problem shouldn't take hours to solve. Drop your DXF file — the same file you send to your bender or CNC router — and the app measures every object's actual geometry. Perimeters, areas, interior paths, stroke widths. It applies your real vendor prices — what you're paying Reece Supply for coil, what Grimco charges for acrylic, your actual LED module cost — and gives you an exact material total per letter and per job.
That number is your floor. Everything above it is labor, overhead, and profit. You still quote in per-inch because that's how the industry communicates. But now you know exactly how much room you have on every job — and you can set your per-inch rate with that knowledge instead of without it.
The Bottom Line
Per-inch pricing isn't going anywhere. It's been the language of the channel letter industry for 40 years, and it works for what it was designed to do — communicate prices quickly between sales and their customers.
But it was never designed to tell you what a sign costs to make. It was a quoting shortcut born in the hand-bending era, and the industry kept it because it's fast and everyone speaks it. There's nothing wrong with that — as long as you have something underneath it.
That something is your material floor. The shops that know it can compete with precision. The shops that don't are competing with instinct. Both can be profitable. Only one knows exactly why.
SignCrunch is now live. Solo plan, $39.99/month, 7-day free trial.
Know your floor before you bid. Drop a DXF and see exact material costs for every letter. Start Free Trial →
Won Lee
Founder of SignCrunch · 20+ years in channel letter fabrication · Building tools to help sign shops know their real costs.